![]()
Agora no estado de Săo Paulo
Fazendo miniatura de caminhăo para trazer uma carga de boas recordaçőes!
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Fazendo miniatura de caminhăo para trazer uma carga de boas recordaçőes! |
||||
|
|
|
|
|
Pneus de borracha de silicone |
|
|
Uma idéia simples de como fazer pneus para as miniaturas. Eles dificilmente ficarăo como os industrializados, mas dependendo do esforço empregado, poderăo ter uma aparęncia muito boa. |

|
|
Catálogo de Miniaturas de chapa de metal estampada |
|
A imitaçăo dos pneumáticos com borracha de silicone preto, além de dispensar pintura, pode dar um aspecto mais realístico ao modelismo. Com um pouco mais de esmero, pode-se ainda criar verdadeiros mini-pneumáticos dotados de bico para serem inflados. Este artigo trata da fabricaçăo de pneus sólidos e năo pretende esgotar as possibilidades, nem servir como modelo último. Ele vale, sobretudo, como sugestăo alternativa para a criaçăo de pneus, principalmente para quem está iniciando no modelismo. PALAVRAS-CHAVE: Pneu, Pneumático, Válvula, Mini-pneu, Modelismo, Escala.
The imitation of the pneumatic tires with black silicone rubber, besides dispensing with paint , can deliver a more realistic aspect to the modeling. With a bit more of care, one can create truly mini-pneumatic tires with valve stem to be inflated. The matter of this article deals with making solid tires and does not intend to go through all the possibilities, nor does it intend to be the ultimate model. It values, above all, as an alternative suggestion for the creation of the tires, mainly for whom are begining in the modeling. KEY WORDS: Tire, Pneumatic, Valve, Mini-tire, Modeling, Scale. Ivan Gouveia
Pneu 11.00 x 22 em escala 1:25
Pneus de borracha de silicone na escala 1:25
Já faz algum tempo que venho tentando escrever este tutorial. Se demorei muito, năo é por ser a fabricaçăo destes pneus uma coisa muito complicada, mas pelos meus comprometimentos com a informática, uma vez que o modelismo é um hobby. Entăo, minhas sinceras desculpas pela demora.
A medida que se vai lendo e vendo as fotos, pode-se notar que se trata de algo bem simples. Desprovido de mistérios e segredos sobre os procedimentos. Uma coisa relevante, entretanto, é a atençăo para com certos tipos de produtos que săo empregados no processo. Para estes itens, em tempo que considero oportuno, coloco observaçőes quanto ao manuseio. Entăo, algum EPI (Equipamento de proteçăo individual) é necessário. A construçăo dos moldes e pneus consiste de etapas que seguem uma ordem que, dependendo dos recursos de que se possa dispor, năo será necessariamente a apresentada aqui. Neste caso especifico seguimos o raciocínio seguinte: tomar conhecimento do que queremos, reunir recursos e executar as tarefas.
ETAPA 1 - DETERMINAÇĂO DO PROJETO Vamos tomar conhecimento do que queremos. Se queremos criar um pneu apenas para repor um que está faltando naquele nosso modelo importado, que provavelmente nem fabriquem mais. Ou se queremos criar todos os pneus para nossos modelos. Se vamos copiar o pneu de algum modelo existente no mercado, ou se vamos criar nosso próprio modelo. Eu, particularmente, prefiro criar meus próprios pneus. Faço isso por duas razőes: é difícil de achar bons modelos na minha escala favorita, ou seja, 1:25; se eu vier a comercializar minhas miniaturas, năo quero que nenhum fabricante venha me chamar ŕ atençăo por estar copiando. O inconveniente é que sempre dá mais trabalho, além de năo ficar tăo bom quanto aqueles feitos por uma indústria competente. Outra questăo importante aqui, diz respeito ŕ escala a ser usada, desenhos, fontes de informaçăo como medidas, peso a ser suportado, etc. No nosso caso, vamos fazer pneus maciços apenas. A escala usada será a de 1:25.
ETAPA 2 - REUNIĂO DE ITENS NECESSÁRIOS Itens de que se precisa dispor varia muito de caso para caso, mas em geral săo os abaixo relacionados:
ETAPA 3 - PREPARO DO DESMOLDANTE A cera e as velas serăo postas em uma vasilha, que por sua vez será levada ao fogareiro. A fusăo total ocorre em cerca de 5 minutos em fogo baixo. A razăo de se usar fogo baixo é a de que se está trabalhando com um produto altamente inflamável (cera).
Cera e velas A proporçăo que considero ideal para esse desmoldante, é de 50g de parafina (nesse caso velas) para 200g de cera.
Cera e velas já na panela, prontas para serem levadas ao fogareiro
Depois de 5 minutos em fogo baixo, a cera e a vela se tornaram uma mistura homogęnea e os pavios das velas podem ser retirados com uma pinça ou (já que estamos na cozinha) garfo.
Cera e velas já fundidas na panela Depois de uns 20 minutos, o desmoldante já se encontrada no estado sólido e pode ser aplicado com um pincel. Ele deve ser armazenado em uma vasilha bem fechada porque a cera que o compőe ainda pode se evaporar a longo prazo.
Desmoldante já no estado sólido e pronto para ser aplicado com pincel
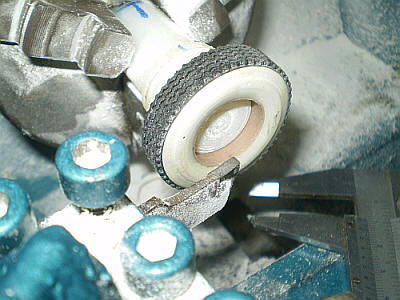
ETAPA 4 - CONFECÇĂO DO MOLDE Para facilitar um pouco o andamento do tutorial, tomei emprestado um pneu de um brinquedo das crianças aqui de casa. É um pneu de borracha com 45mm diâmetro externo por 17mm de largura. Esta bem próximo da escala 1:25. Acrescentei um anel de PVC para facilitar a desmoldagem do centro do pneu. O pneu da imagem abaixo está brilhoso devido ŕ aplicaçăo do desmoldante de cera com parafina. A cera foi aplicada com um pincel comum e em seguida foi dado um jato de ar quente (pode ser usado um secador de cabelo no lugar de um soprador térmico especifico) para espalhar uniformemente o desmoldante. É preciso esperar a peça esfriar para o desmoldante se tornar mais consistente, um ventilador ajuda muito nisso.
Pneu para o molde de exemplo Uma vez aplicado o desmoldante no modelo, procedemos a confecçăo do molde a partir de uma mistura de resina poliéster com massa plástica.
Massa plástica (esquerda) e resina (direita)
Começa-se pondo a massa plástica e a resina num recipiente plástico próprio para a mistura. O fundo de um frasco plástico pode ser utilizado para isso. A proporçăo é de 50% para cada produto. Mas nada impede de se fazer experięncias mudando essas proporçőes. Maior quantidade de resina torna a mistura mais fluida e mais fácil de penetrar nas ranhuras do objeto a ser moldado, mas ela é mais suscetível a gerar as indesejadas bolhas.
Massa plástica e resina num recipiente
Com uso de uma espátula, mexe-se os dois produtos até tornar uma massa homogęnea. O catalisador deve ser adicionado somente quando for aplicar a mistura.
Mistura da massa plástica com a resina num recipiente
Mistura da massa plástica com a resina num recipiente e frasco de catalisador O catalisador é um peróxido orgânico que, além de inflamável, é muito tóxico. Tome muito cuidado com os olhos. Procure também usar luvas de borracha para manuseá-lo. A quantidade a ser aplicada na mistura se aprende mais na prática, mas lembre-se de que um frasco, daqueles que vem com a lata de massa plástica, é o bastante para preparar toda a massa que vem na lata. Para o molde do exemplo, usei de 6 a 12 gotas de catalisador. Se puser demais, a secagem fica bastante acelerada, mas pode fermentar e causar bolhas, deixando aquelas falhas indesejadas na peça. O catalisador só deve ser adicionado quando quando for aplicar a mistura. Lembre de mexer bem após a adiçăo do catalisador, senăo ocorrerăo falhas com bolhas de resina năo bem catalisadas, que demora muito para curar. Um recipiente plástico, improvisado a partir de um frasco de um produto qualquer, servira para conter o molde que vamos fazer. O ideal é que esse recipiente seja flexível, resistente aos produtos utilizados (evitar usar recipiente de isopor, por exemplo), com largura que sobre ao menos 4mm em volta da peça a ser moldada (será a borda do molde) e com a altura da peça a ser moldada. Deve-se levar em consideraçăo a grossura do fundo do molde, que deve ter cerca de 4mm em média. A preocupaçăo é para năo ficar muito fino e acabar trincando ao se desmoldar uma peça.
Recipiente plástico para conter o molde Despejamos a mistura já catalisada de resina com massa plástica até a metade do recipiente escolhido para o molde. Entăo, posicionamos a peça com o lado a ser moldado voltado para baixo, exercendo certa pressăo, mas deixando no fundo a distância equivalente a espessura do fundo do molde, completamos o espaço a volta com a mistura já catalisada de resina com massa plástica.
Recipiente plástico com a peça no molde O tempo de cura é bem curto, de 5 a 10 minutos. Com uma pequena espátula ou chave de fenda removemos o excesso de resina e procedemos a desmoldagem da peça. O ideal para isso é uma daquelas espátulas plástica usadas em manicure. Pode-se notar que no molde abaixo ficaram falhas devido ŕs bolhas de ar, que ou săo causadas pela fermentaçăo ou por falha na aplicaçăo da resina. Podem ser corrigidas com resina aplicada com um palito de dente. Eu refaço o molde.
Com o uso de uma esmerilhadeira ou micro-retífica cortamos o excesso de material e fazemos o polimento da superfície com uma lixa 220.
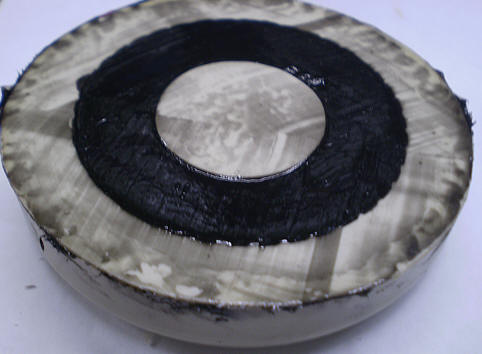
O resultado do molde é o apresentado abaixo, ainda sem a correçăo das falhas.
Como foi dito acima, seria melhor descartar este molde e fazer outro do início.
ETAPA 5 - CONFECÇĂO DO PNEU DE BORRACHA DE SILICONE Com moldes prontos, vamos finalmente fazer o pneus. Começamos aplicando o desmoldante, repetindo o mesmo processo descrito acima. Aplicamos a borracha de silicone nas laterais, exercendo certa pressăo para năo deixar bolhas de ar.
Em seguida, aplicamos a borracha de silicone até preencher completamente o molde.
Raspamos o excesso com uma régua (costumo usar o lado liso de uma lâmina de serra).
Após cerca de 30 horas, a peça de borracha de silicone está pronta para ser desmoldada. O ideal para essa desmoldagem é a espátula plástica usada em manicure. Ferramentas de outros materiais podem agredir tanto a peça quanto o molde.
Depois da banda do pneu ser desmoldada. Repetimos o processo de aplicaçăo de desmoldante e de borracha de silicone. Entăo, posicionamos a banda que foi retirada do molde sobre o silicone que foi novamente aplicado no molde. Após cerca de 30 horas, nosso pneu pode ser desmoldado, desta vez puxando pela parte saliente da banda que ficou por cima.
CRIAÇĂO DO PROTÓTIPO DO ZERO (Scratch) Fazer o protótipo e molde săo processos muito trabalhosos. É como reinventar a roda literalmente. Mas a justificativa é a de que năo queremos copiar um modelo já pronto por várias questőes: direitos do fabricante, necessidade de uma escala específica, dificuldade de encontrar um modelo tal como imaginamos e, também, pela satisfaçăo de vermos algo que criamos. Neste caso, vamos fazer o protótipo de um pneu 11.00 x 22 em escala 1:25. Começamos esculpindo apenas uma pequena parte do desenho da banda de rodagem do pneu.
Aqui vai massa plástica automotiva, micro-retífica, estilete, paquímetro e muita, muita pacięncia. O passo seguinte é reproduzir em massa plástica automotiva a peça que esculpimos pelos métodos descritos acima. Năo se pode esquecer do desmoldante. Fiz cinco peças. Entretanto, as peças que văo nas laterais foram modificadas. Depois juntamos as peças como na figura abaixo:
É bom corrigir os defeitos aplicando mistura de resina com massa plástica com um palito de dentes. Calculamos o perímetro da circunferęncia do nosso modelo já descontando a grossura da banda de rodagem. Entăo, reproduzimos a peça acima até que dę para montar uma única peça com o comprimento do perímetro da circunferęncia que calculamos. Montado fica como a figura abaixo.
Depois fazemos um molde dessa peça.
Retocadas as falhas mais gritantes, depende da exigęncia de cada um, aplicamos o desmoldante para em seguida aplicarmos a borracha de silicone. Depois de umas duas horas, como é uma camada bem fina, de cerca de um a dois milímetros, neste caso, a banda de rodagem já está praticamente pronta:
Colocamos a banda de rodagem já cortada na medida que precisamos no molde para soldá-la com a própria borracha de silicone. Basta aplicar um pouquinho do produto, raspando o excesso em seguida.
A partir daqui, vamos para o torno para esculpirmos os flancos do pneu. Quando ainda năo tinha feito o mini-torno, eu usava qualquer motor elétrico pequeno, como os das impressoras HP mais antigas para tornear a peça. Usando o fundo de um frasco plástico qualquer, com mais ou menos a medida de que precisamos, fazemos um disco sólido de massa plástica automotiva, que será, digamos, o corpo do pneu.
Feitos os flancos, aplicamos a banda de rodagem para conferirmos diâmetro e largura.
Estando as medidas de acordo com nossas especificaçőes, passamos a correçăo de falhas e colocaçăo da marca ou outros desenhos. Fiz os sulcos mais profundos para dar mais contraste aos pneus.
Uma vez que o protótipo esteja satisfatório, passamos a confecçăo do molde seguindo os passos descritos acima.
Pneus 11.00 x 22 em escala 1:25, produzidos a partir do protótipo descrito acima.
CONSIDERAÇŐES FINAIS Muitas outras técnicas e materiais existem. O objetivo aqui é compartilhar os meus métodos. Muita gente pode conhecer meios mais práticos de se chegar ao mesmo objetivo e, năo duvido, a resultados muito melhores. Năo falo da indústria, que tem mesmo a obrigaçăo de produzir peças perfeitas. Ficarei grato pelas críticas construtivas, pois elas sempre contribuem para meu crescimento. Fazer o protótipo e molde săo processos muito trabalhosos. É como reinventar a roda literalmente. Entretanto, espero, em breve, mostrar a criaçăo de outros protótipos. Espero poder melhorar os detalhes do pneu e do aro da roda Se vocę se interessou por esse tutorial, pode livremente colocá-lo em seu site, contanto que cite a origem. Este material ainda está incompleto, mais detalhes poderăo ser acrescentados a qualquer tempo.
|
|
| Tem muito para ser mostrado aqui sobre este trabalho e será adicionado assim que for possível. |
|
Ivan Gouveia
Pós-graduado em Redes de Computadores pela FACIMED - Faculdade de Cięncias Biomédicas de Cacoal. Graduado em Tecnologia da Informaçăo pela UNESC - Uniăo das Escolas Superiores de Cacoal. Tem CCNA (Cisco) como curso complementar de Redes de Computadores. Profissional da área de Eletrônica e de Programaçăo de Computadores. Programador nas linguagens Delphi e Visual Basic. |







 Cuidado, cera é produto altamente inflamável. Evite ficar mexendo na
vasilha quando estiver no fogo. Principalmente, năo fique com o rosto
acima da panela enquanto ele estiver no fogo ou a cera estiver fervendo.
Cuidado, cera é produto altamente inflamável. Evite ficar mexendo na
vasilha quando estiver no fogo. Principalmente, năo fique com o rosto
acima da panela enquanto ele estiver no fogo ou a cera estiver fervendo.